The Nuclear AMRC has helped hundreds of companies to achieve their goals through manufacturing innovation and supplier development.
We have worked with businesses of all sizes to help them become more competitive, and delivered real business benefits. We have helped companies win billions of pounds of new business, and create or safeguard thousands of jobs.
You can discover some of our recent success stories below. Click on the title or image to open each case study as a two-page pdf.
For the latest news on how we’re helping UK manufacturers win work in civil nuclear and other innovative energy sectors, see our quarterly newsletter.
 Waste container prototyping for Capsa Solutions
Waste container prototyping for Capsa Solutions Affirming the promise of automated weld inspection
Affirming the promise of automated weld inspection 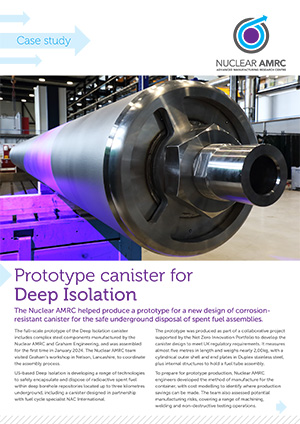 Prototype canister for Deep Isolation
Prototype canister for Deep Isolation Dynamic Aerospace Fabrications moves to diversify in nuclear
Dynamic Aerospace Fabrications moves to diversify in nuclear
 Hyde Group Nuclear puts focus on quality
Hyde Group Nuclear puts focus on quality

